The Pur Moulding System, PMS-4, is a cold applied two-component polyurethane system of solid type suitable for the fixing of items in asphalt and concrete surfaces. With airfields being the largest customer base today, PMS-4 is also suitable for roads and bridges.
PMS-4 is manufactured in Sweden and used at airports in more than 20 countries all over the world, primarily to fix inset light bases or seal cable chases in taxiways and runways. The product has a very high thermostability (>100 °C), which together with a great impact resistance, is an important factor to keep items in a fixed position when the ground temperature is high. It needs only a few minutes of curing time before it can be driven upon. With the PMS-4 moulding method, the bases are kept in a fixed position in all climates, without sinking or twisting.

Density..................................................................................................... 1,1kg/lit.
Potlife........................................................................................................ 60-100sec.
Thermostability ................................................................................. >100°C
Impact stability................................................................................... 45KJ/m²
Tensile strength/ temperature................................................. see separate graph.
Bending module............................................................................... see separate graph.
Stretch limit 23°C...............................................................................9-10 %
60°................................................................................................................ 14 %
90°................................................................................................................ outside the extensiometer limit
Coef. Of lin. Exp. 10-5°C-1 .............................................................. 13,2
Coef. Of cub. Exp. 10-5 °C-1 ......................................................... 39.5
Adhesion to steel ............................................................................. app 9Mpa
Adhesion to Concrete ................................................................. >2,5Mpa ( concrete break ).
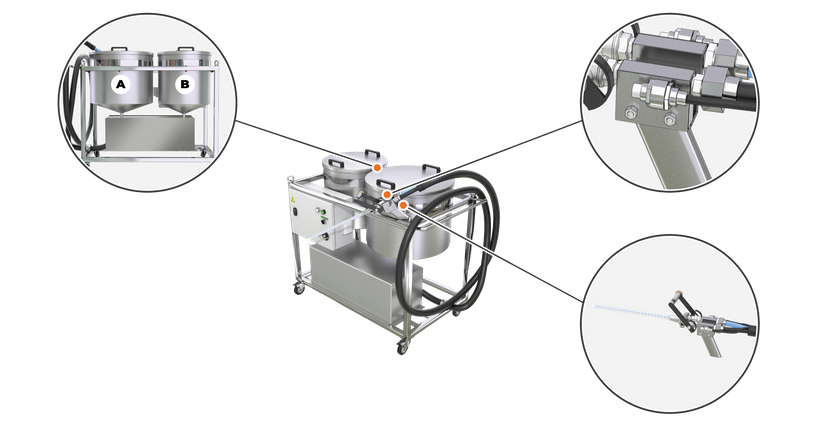
Application of the compound can be done with Zel-Aaren’s semi-automatic mixing machine.
The PMS-4 mixing machine is composed of two gear pumps, gravity fed with material (PMS-4) from two tanks containing the A component and the B component. The pumps charge the A + B component to the right proportions through two pressure safe tubes to a pistol nozzle which is equipped with a mixer pipe mixing the two components into a homogenous plastic mass, which then is cured within two or three minutes. The machine is designed and manufactured in Sweden.

With the purchase of a PMS-4 moulding machine, Zel-Aaren also provide practical and theoretical training on-site to learn how to operate the machine for a satisfactory result.
For customers who already own a moulding machine, we also offer training material or site visits to help getting the best results.


How to get started with PMS-4
This quick start guide highlights the most important steps to handle and use PMS-4.
To learn more and become confident with using the system, contact us for a
customized training offer.
Storage
Handling
Mixing
Mixing PMS-4 is done in three steps:
Important - Measuring is done in volume dimensions (litres), not weight dimensions (kilos). See mixing table below.
Applying
Moulding in Cold Climate (<10°C)
The material and the machine have to be kept warm at all time, so when working in cold climate, there are some precautions to consider. One solution can be to build a simple box around the machine and heat the box by means of a car heater.
Attempt to mould with a silted up mixing pipe will lead to the
A- component going in to the B-component's part of the handle.
This mixture cures and sludges the mixer pipe and a cleaning operation must then take place. Always be observant of the condition of the mixer pipe and change this at the slightest suspicion.
The mixing pipe can ALWAYS be cleaned after work.
Do not attempt to
mould with a silted up
mixing pipe!


